Urethane Casting Explained: Process, Materials, Costs & Tips
You usually land on urethane casting when you need parts that look and feel close to injection-molded plastic, but you do not want to pay for hard tooling yet. It is a practical way to make a small batch of parts for testing, demos, and early sales. Keep Reading!
What Is Urethane Casting Used For In Production?
Urethane casting is used to make low-volume production parts that look close to final parts, without the cost of a metal tool. It is most useful when you need realistic parts fast, and you expect design changes.
Typical Batch Sizes And Best-Fit Scenarios
Typically, this is a route that most teams select when they require the number of parts to be somewhere between a few tens and a few hundreds, and they also It is a compromise between one-off prints and the use of full production tooling. Besides, it also comes in handy when you want the same part in different finishes, colors, or hardness.
Common Industries And Part Examples
You will see it used for housings, covers, bezels, handles, and other parts where cosmetics matter. It is also common in medical devices, consumer electronics, and automotive interiors, where the feel of a part matters before a big launch. If you are still early, starting with a strong, rapid prototyping approach can help you lock geometry before you cast small runs.
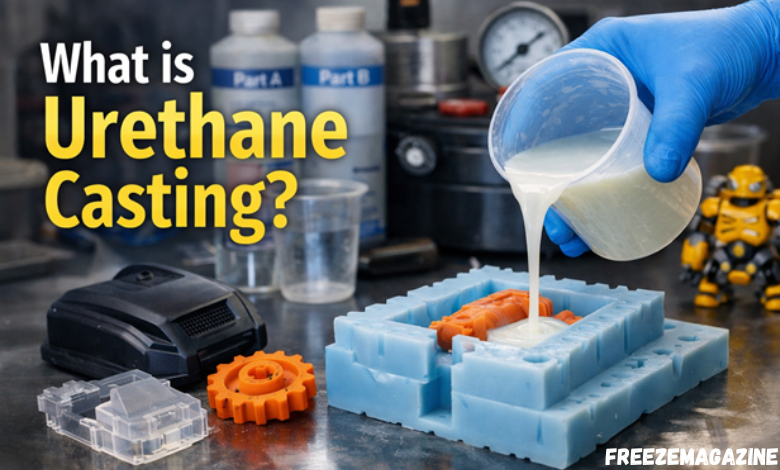
How Does Urethane Casting Work?
Urethane casting is just really making a silicone mold by copying a master pattern and then casting the resin solution in that mold under vacuum to avoid bubbles.
Basically, the steps are master, mold, mix, vacuum degassing, pour, and cure.
Master Pattern And Mold Making Basics
First, you make a master that has the shape and surface you want to copy. Then the shop builds a mold box and pours RTV silicone around the master. After curing, the mold is opened, and the master comes out, leaving a cavity that matches the part.
Urethane Casting Lead Time Basics
Most of the time, people have a vacuum chamber (or casting machine), mixing tools, and an oven or a controlled curing space available. The idea is to have a stable vacuum and temperature so that the resin fills and cures in the same way every time. Lead time depends on part size and finish needs, but many guides describe the overall flow as a fast bridge between prototype and hard tooling.
Tools And Equipment
The process needs a way to make a master, plus equipment to mix, degas, and cure resin with control. If a shop cannot control the vacuum and cure well, you will usually see bubbles, distortion, or uneven color.
Core Shop Equipment
Most of the time, people have a vacuum chamber (or casting machine), mixing tools, and an oven or a controlled curing space available. The idea is to have a stable vacuum and temperature so that the resin fills and cures in the same way every time. Even small swings can change surface quality and dimensions.
Now it helps to ask how they control vacuum time, resin temperature, and cure temperature. Also, ask how many parts they expect from each mold before quality drifts. This is a simple way to judge whether your target tolerance and finish are realistic for your batch size.
Which Urethane Casting Materials And Hardness Fit Best?
Which material to use is mainly about deciding on a matching function, feel, and environment, rather than simply choosing plastic-like resin.
Typically, you can mimic common plastics and elastomers, but you still need to pick a resin that will be able to take the load, heat, and wear of your particular application.
Picking Resin By Function And Environment
Start with what the part must do: take impact, flex, resist heat, or hold a tight fit. Then match resin properties to that job. Some resins are designed to simulate the feel of ABS-type hard shells, whereas others have been adjusted for rubber-like grips and seals. In case your part is exposed to heat, sunlight, or chemicals, that should be determined beforehand.
Shore Hardness And Real-World Feel
Still, hardness is the quickest shortcut for how this will feel in hand. Shore hardness is how shops describe soft-to-hard resins, from flexible to rigid. Hardness also changes scratch resistance and how easily a thin feature bends during demolding. If you need a part to snap, flex, or compress, hardness is not a detail; it is the core requirement.
Typical Quality and Finish You Can Expect
You can often get production-like cosmetics, but the process is not identical to injection molding. The master surface, mold wear, and cure control have a direct effect on tolerance and finish.
Typical Tolerance Ranges
Many shops describe tolerances in the tenths of a millimeter range for common features, with tighter local tolerances possible on simpler geometry. Your real result depends on part size, wall thickness, and how stable the mold stays as it ages. If you need a press fit or a seal, call that out early so the shop can plan around it.
Surface Finish And Color Options
Also, finish options are a major reason people choose casting. Since the mold copies the master, you can get smooth surfaces and consistent texture when the master is clean. Color can be done by pigments, and finish steps can include paint or coating when you need a specific look. Just remember: more finishing steps usually add time and cost.
What Design Tips Reduce Bubbles And Warp Risks?
Design choices that help resin flow and vent will reduce bubbles, sinks, and warped walls. You do not need a perfect injection-mold-ready design, but you do need geometry that is friendly to a soft mold and low-pressure fill.
Wall Thickness And Detail Rules
When you can, keep the wall thickness consistent, as thick-to-thin areas can be less evenly cured and the parts can warp. In order for the mold to tear less, it would be better if, instead of sharp inside corners, you put some light rounding. Should you want to have very small text or logos, the depth of them should be sufficient so that they don’t get lost during the casting and finishing process.
Quick-Scan For Defects Before You Commit
Next is a fast Five-Minute Quick-Scan you can do as a habit: confirm your target tolerance, confirm the cosmetic A-surface, confirm wall thickness stability, and confirm where air must escape. Then confirm what must be inspected on every part versus spot-checked. That small review can prevent you from paying for a mold that is hard to fill cleanly.
How Much Does Urethane Casting Cost For Small Runs?
Price is typically a combination of silicone tooling plus per-part resin, labor, and finishing. The great thing is that tooling is much cheaper than a metal mold, so you can afford to make early batches and even change designs.
Tooling Cost Vs Per-Part Cost
Many guides put silicone mold costs in the hundreds of dollars to around the low thousands, then per-part costs rise with size, finish, and inspection needs. A key point is mold life: if your mold only yields a few dozen good parts, you may need a second mold sooner than you expect, and that changes your true per-part cost.
What Drives Price Up Or Down
In practice, complex geometry, deep undercuts, clear parts, tight cosmetic rules, and special inspection drive costs up. Simple shapes, stable walls, and basic finishes keep costs down. If you want a reliable quote, do not just send a 3D file; send your required finish, color, quantity, and must-hit dimensions too.
How Can Xmake Help You Order Small Urethane Runs?
If you have CAD and a target finish, you can move fast by quoting a vacuum casting run with clear requirements. You will get better results when you specify what matters most: cosmetics, fit, and the job the part must do.
Quote Inputs That Speed Up DFM
First, share your 3D file, quantity, target color, and finish expectations, plus any critical dimensions that must be measured. If you can explain the use case (demo part, functional test, pilot run), the shop can steer you to the right resin and mold plan. For the service entry point, see: vacuum casting services.
Conclusion
Confirm what you need to learn from the parts, then pick the process that gets you that answer with the least cost and delay. Urethane Casting is a strong choice when you want small batches that look close to final parts, without committing to metal tooling.
If you do one thing before you order, make it this: write down your must-have requirements for material feel, finish, and fit, then send that with your CAD. It makes quotes faster and results more predictable. When you are ready to move from prototype to a small batch, the safest path is to start with a clear scope, then iterate once you see real parts in hand.
FAQs?
Is Urethane Casting The Same As Vacuum Casting?
In most shop and buyer guides, the terms are used interchangeably. Vacuum casting describes the method (casting under vacuum to reduce trapped air), and urethane casting describes the common material family (polyurethane resins) used in that method.
How Many Parts Can One Silicone Mold Produce?
For many projects, silicone molds are treated as short-life tools that may last a few dozen cycles, and some sources describe a typical life of around 20–50 casts, depending on geometry, resin, and handling. Under the right conditions and with more durable approaches, some workflows report much higher mold life (into the hundreds), but that is not the baseline assumption for every part.
Can Urethane Casting Match Injection Molding Exactly?
It can get very close in look and feel, but it does not replicate injection molding perfectly. The process uses liquid resins in silicone molds, not molten thermoplastic pushed at high pressure into metal tooling, so the same material as production is usually not a safe assumption




Post Comment